JISによる熱処理
Đã gửi: Chủ nhật T11 18, 2012 2:10 pm
1.Giới thiệu chung
Trong sản xuất gia công các thiết bị máy móc phần lớn nguyên vật liệu được sử dụng là thép và các hợp kim của thép.Ưu điểm của thép chính là sự đa dạng và phong phú về các tính chất cơ học tùy theo thành phần,và phuơng pháp xử lý nhiệt.
Thép thành phần chính bao gồm Sắt và Carbon với tỉ lệ từ 0.2-2%.

Giản đồ biến đổi cấu trúc mạng tinh thể của thép trong quá trình nung.<重要(quan trọng,cần học thuộc lòng)>
Bài viết này mong muốn giới thiệu sơ qua về cách thức xử lý nhiệt theo chuẩn JIS.(Japanese Industrial Standards).
2.Các phương pháp xử lý nhiệt.
*焼きならし<Thường hóa>
*焼きなまし<Ủ>
*焼入れ
*焼き戻し
2.1.1 Khái niệm 焼きならしし<Thường hóa>
Thường hóa là phương pháp xử lý nhiệt nhằm đưa cấu trúc tinh thể thép về trạng thái tiêu chuẩn.Tóm lại với mục đích làm giảm ảnh hưởng sau khi thép đã bị gia công, làm nhỏ hạt tinh thể và tănng tính chất cơ học của thép.
(i) Mục đính :Cải thiện tính chất của thép
(ii)Phương pháp: Làm lạnh bằng để nguội ngoài không khí.
(iii)Nhiệt độ nung :Trên đường A3-Acm khoảng 50độ C< Đưa mạng cấu trúc tinh thể thép về austenit<オーステナイト>
2.1.2 Các nguyên tắc của thường hóa
Nguyên tắc 1: Về cái thiện tính chất của thép.
Nung
: *làm mất trạng thái sợi trong tổ chức thép
*cải thiện tổ chức thép sau đúc,gia công
Làm nguội:
* làm nhỏ hạt tinh thể
* làm cứng thép nhưng không làm giảm về độ dẻo của thép.
Nguyên tắc 2:Tuy là làm nguội trong không khí nhưng hoàn toàn khác với tôi thép trong không khí.Vì tổ chức mạng tinh thể thép sau khi thu được là peclit <パーライト>nhỏ ,còn tôi trong không khí thì tổ chức thép biến đổi thành mactenxit<マルテンサイト>.
Nguyên tắc 3:Thường hóa là làm lạnh trong không khí nhưng tùy vào thành kích thước , vật liệu của vật được nung mà cùng là làm lạnh trong không khí nhưng thu được thép với các cấu trúc tinh thể khác nhau,tính chất cũng hoàn toàn khác nhau.Nguyên nhân là do tốc độ làm lạnh khác nhau.Từ đó "Thường hóa " không phải đồng nghĩa với làm lạnh trong không khí mà nói chính xác là xử lý về tốc độ làm nguội [°c/h]hoặc về tổ chức mạng tinh thể cuối cùng sau khi nung là gì?[peclit nhỏ hay dạng phân tầng]
Nguyên tắc 4 :Nếu là những vật có kích thước lớn có thể làm lạnh bằng quạt gió ngay trong không khí,còn vật nhỏ thì làm lạnh từ từ trong lò sẽ thu được tổ chức mạng tinh thể của thường hóa.Tuy nhiên cũng cần phải chú ý đế để nhiệt độ bên ngoài,vì cùng làm lạnh trong không khí nhưng khi trời nắng và trời râm , tổ chức thu được là khác nhau.
Nguyên tắc 5:Thường hóa những vật đã qua xử lý thường hóa sẽ có độ cứng tốt hơn, nhưng với những vật đã qua tôi và ram thì lại trở lên mềm hơn.
Nguyên tắc 6:Thường hóa sẽ giúp thép loại bỏ ảnh hưởng sau khi gia công,làm nhỏ cấu trúc tinh thể,tăng tính chất cơ học như độ cứng,độ bền độ giãn.Vì vậy trong nhiều trường hợp có thể thay thể cho tôi và ram.Với những vật lớn có cấu trúc phức tạp thì thường hóa là phương pháp xử lý thích hợp,vì tôi sẽ dễ gây biến dạng,có khi làm vỡ vật được xử ý.
Nguyên tắc 7:Sau khi thường hóa hoằn toàn có thể dùng được song một số trường hợp cần phải ram lại(nhiệt độ nung từ 540-700℃)để đảm bảo về quan hệ giữa độ cứng và độ bền,độ dẻo.
...................................................
Kỳ 2.
2.1.3 Các phương pháp xử lý thường hóa.
1.Phương pháp thông thường (HNR)
[URL=http://picturepush.com/public/11443088]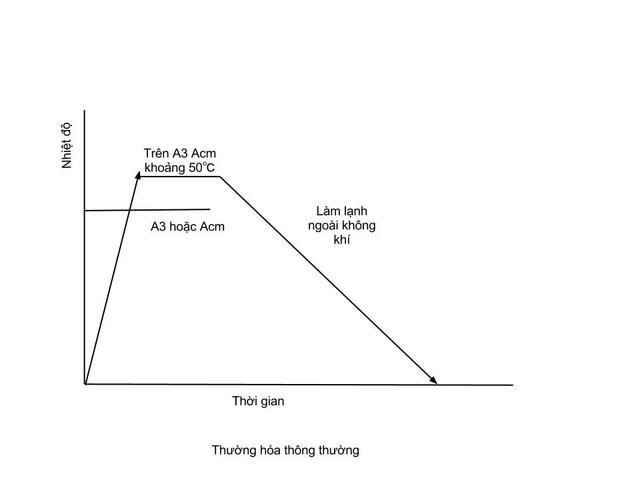
Nung thép đến nhiệt độ quy định (trên đường A3 hoặc Acm khoảng 50℃)sau đó làm nguội đến nhiệt độ thông thường bằng việc để ngoài không khí.Chú ý đến điều kiện thời tiết,nhiệt độ bên ngoài như gió ,nắng...Nếu có gió tốc độ làm nguội sẽ nhanh và trở thành tôi,còn nắng thì tốc độ lại chậm hơn có khi thành ủ...
2.Thường hóa 2 giai đoạn
[URL=http://picturepush.com/public/11443130]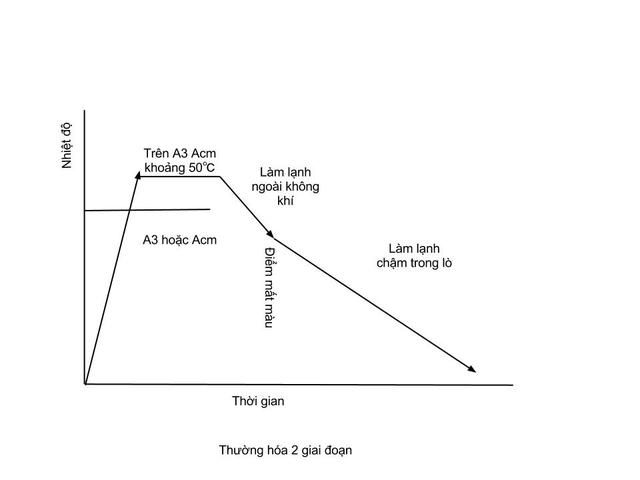
Nung thép đến nhiệt độ đã định,làm nguội ngoài không khí đến nhiệt độ thép mất màu (khoảng 550℃)、sau đó làm lạnh từ từ trong lò hoặc hộp kín đến nhiệt độ thường.Tác dụng của thường hóa 2 giai đoạn giống như thường hóa thông thường nhưng đối với những vật có kích thước lớn hoặc tỉ lệ Carbon cao(từ 0.6 % -0.9%) có thể tránh được được rạn nứt trong quá trình làm nguội.Trong công nghiệp rất phổ biến được áp dụng.Mặt khác đối với những loại thép có tỉ lệ Carbon thấp từ (0.3-0.5%) tránh hiện tượng chiết đầu của ferit(フェライト) sẽ làm lạnh ngoài không khí,còn với giai đoạn hình thành peclit(パーライト) tiến hành làm lạnh từ từ trong lò.Với việc thường hóa 2 giai đoạn sẽ giúp tăng độ dãn,độ co,và độ dẻo của thép.
3Thường hóa đẳng nhiệt
[URL=http://picturepush.com/public/11443110]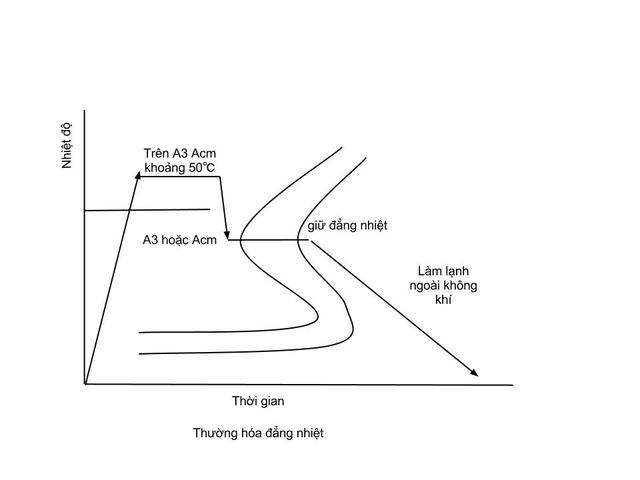
Dựa vào giản đồ biến đổi đẳng nhiệt của thép T.T.T ,làm lạnh nhanh thép đến điểm uốn hình chiếc mũi khoảng từ 550-600℃ sau đó giữ nguyên nhiệt độ đến khi cấu trúc của thép biến đổi xong ,tiếp đến tiến hành làm nguội ngoài không khí cho đến nhiệt độ thường .Từ nhiệt độ nung đến nhiệt độ tại điểm mũi thời gian làm lạnh khoảng từ 5-7 phút, dùng quạt gió để làm nguội trong giai đoạn này.Phương pháp thường hóa đẳng nhiệt áp dụng cho thép có tỉ lệ carbon thấp nhằm tăng khả năng gia công.(dễ tiện hơn)
4Thường hóa 2 lần
[URL=http://picturepush.com/public/11443144]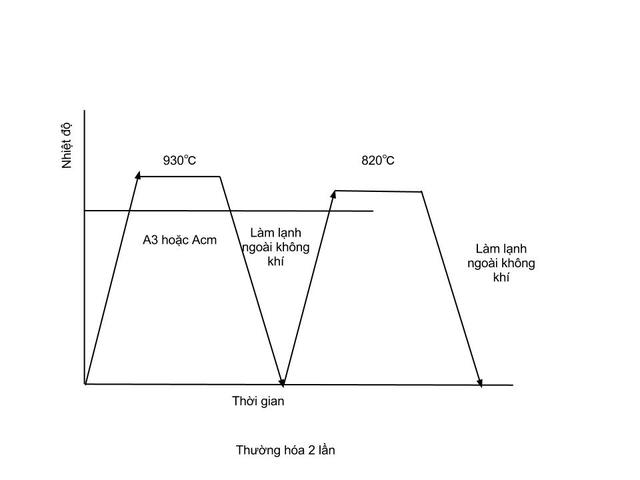
Lần1 thường hóa ở nhiệt độ cao(930℃)
Lần 2 ở nhiệt độ thấp (820℃) có tác dụng làm nhỏ các hạt peclit
Phương pháp này áp dụng cho 車軸(trục xe) có tỉ lệ các bon thấp khoảng 0.18%.Sau đó có thể xử lý ram thêm một lần nữa.
2.1.4 Ứng dụng của thường hóa.
Với thép đúc ....nhằm ổn định quân nhất tổ chức mạng tinh thể.
Với thép rèn. ...cũng nhằm ổn định tổ chức,nến cần có thể tiến hành ram
Với hợp kim của thép .... Thường hóa để xử lý thép trước khi tôi.
....
Hết kì 2 nếu có kì 3 sẽ là về xử lý ủ thép...
..................................................................................................................................................................................
2.2. Xử lý "Ủ" 焼きなまし
2.2.1 Khái niệm về ủ
Ủ là phương pháp gia công nhằm điều chỉnh cấu trúc kết tinh ,tăng độ mền của thép.Sự khác nhau giữa Ủ và thường hóa là về nhiệt độ nung và phương pháp làm lạnh.Với thép quá cùng tích(thành phần carbon trên 0.77%) thì trong quá trình ủ ,nhiệt độ nung trên đường A3-1.(thường hóa là trên đường Acm cao hơn đường A3-1) .Về phương pháp làm lạnh ở xử lý Ủ tốc độ làm lạnh chậm hơn,làm lạnh trong lò ,so với làm lạnh ngoài không khí ở thường hóa.
(i)Mục đích là tăng độ mền của thép
(ii)key point :Làm lạnh chậm trong lò
(ii)Nhiệt độ nung: với thép có tỉ lệ Carbon nhỏ hơn 0.77% nhiệt độ nung trên đường A3 khoảng 50℃ ,với thép có tỉ lệ carbon trên 0.77% là trên đường A3-1 khoảng 50℃
(iv)Phương pháp làm lanh: Làm lạnh thông thường và làm lạnh 2 giai đoạn
2.2.2 Các nguyên tắc cơ bản của ủ
Nguyên tắc 1
Nếu nung ,biến đổi đồng nhất cấu trúc mạng tinh thể của thép về dạng austenit thì sau khi xử lý ủ, cấu trúc mạng thu được sẽ là Peclit phân tầng.(層状パーライト).Còn nếu biến đổi không đồng nhất về dạng austenit thì sau khi xử lý ủ,cấu trúc mạng tinh thể thu được là Peclit phân hạt.(粒状パーライト).Tóm lại nếu nung ở nhiệt độ cao xu hướng mạng tinh thể thu được sẽ là dạng phân tầng,còn nhiệt độ thấp thì xu hướng sẽ hình thành dạng phân hạt.
Nguyên tắc 2
Để làm mền hơn nữa ta có thể nung thép đến nhiệt độ quy định(TRên đường A3 hoặc A3-1 50℃) sau đó làm lạnh và cho biến đổi mạng cấu trúc của thép dưới đường A1 khoảng 50℃.
Nguyên tắc 3
Dưới đường A1 khoảng 50℃ thời gian biến đổi của thép là khá dài nên phần lớn điều chỉnh biến đổi diễn ra ở nhiệt độ cao,khi đến nhiệt độ thấp sẽ hoàn thành xong quá trình biến đổi.(Nhằm rút ngắn thời gian luyện thép)
Nguyên tắc 4
Trong quá trình làm lạnh,sau nhiệt độ biến đổi về peclit có thể tăng tốc độ làm lạnh để giảm thời gian luyện thép.
Nguyên tắc 5
Sau khi biến đổi xong hoàn toàn peclit cũng có thể thăng tốc độ làm lạnh cùng nhằm mục đích giảm thời gian luyện.
Nguyên tắc 6
Với thép có tỉ lệ Carbon từ (0.7-0.9%) và hợp kim thép có tỉ lệ Carbon thấp,để giảm lượng peclit phân tầng, trước khi nung đến nhiệt độ austenit hóa có thể nung dự bị khoảng vài giờ ở nhiệt độ dưới đường A1 khoảng 25℃.
Nguyên tắc 7
Với thép có tỉ lệ carbon trên 0.77% hoặc hợp kim công cụ thép, để tăng hiệu quả làm mền thép hơn nữa thì tại nhiệt độ biến đổi austenit giữ khoảng 10-15 tiếng,sau đó làm nguội từ từ.
Hết kì 3 nếu có kì 4 sẽ là về các phương pháp ủ.
..................................................................................................................
2012/11/21
2.2.3 Các phương pháp Ủ
1.Phương pháp Ủ hoàn toàn (HAF)

Ủ hoàn toàn là phương pháp nung thép đến nhiệt độ quy định sau đó làm lạnh từ từ trong lò.Nhưng không nhất thiết phải làm lạnh hoàn toàn trong lò đến nhiệt độ thường vì sẽ tốn thời gian.Ta có thể làm lạnh trong lò từ từ đến 550℃(Nhiệt độ mà thép mất màu ) sau đó làm lạnh nhanh ngoài không khí hoặc bằng nước.Làm lạnh chậm rồi nhanh,phương pháp này còn gọi là Ủ 2 giai đoạn.(Hơi ngược với thường hóa 2 giai đoạn"nhanh rồi chậm").Lợi điểm của phương pháp này không nhưng là thu được cấu trúc tinh thể thép như cách thông thường,mà còn rút gọn thời gian,khai thác xử dụng lò một cách triệt để.
2. Ủ cầu hóa thép(HAS)
Trong tổ chức peclit (パーライト)nếu tồn tại cementite(セメンタイト) phân tầng hoặc chiết đầu cementite dạng sợi thì khả năng cắt gọt sẽ kém,sau khi tôi dễ bị biến dạng và vỡ,trở nên dòn.Nhưng nếu qua xử lý cầu hóa cementite, thép sẽ tăng độ dẻo,dễ dàng gia công.Hơn nữa sau khi tôi, tổ chức thu được là đồng đều hơn,tăng tuổi thọ của thép .Do đó đối với công cụ làm bằng thép hầu hết trước khi tôi phải đem ủ cầu hóa.
Cách ủ cầu hóa:
(i)Trên đường Ae1 nung một thời gian dài sau đó làm lạnh từ từ trong lò.
(ii)Trên dưới đường Ae1 nung rồi làm lạnh lặp đi lặp lại nhiều lần.
(iii)Nung thép tới nhiệt độ trên đường Ae1 hoặc Ae3 sau đó làm lạnh từ từ đến nhiệt độ thường.Hoặc giữ đẳng nhiệt dưới đường Ae1.
3.Ủ làm mất áp lực nội bộ trong thép(応力除去焼きなまし)

Khi gia công trong nhiệt độ thường thép sẽ bị biến dạng và sinh ra những áp lực trong nội bộ thép.Để làm mất những áp lực nội bộ nói trên,và để thép không bị biến dạng sau khi tôi người ta tiến hành phương pháp này.Nhiệt độ nung thường là từ khoảng 500-700 ℃、nhiệt độ càng cao khả năng làm mền thép cũng tăng.
Hết kì 4,nếu có kì 5 sẽ về 3 phương pháp ủ còn lại.
...........................................................................................
Kì 5 2012/11/22
4.Ủ đẳng nhiệt

TRong giản đồ biến đổi đẳng nhiệt của thép T.T.T ,nếu ủ thép ở nhiệt độ không đổi trên điểm mũi ,sau đó làm lạnh ngoài không khí đến nhiệt độ thường ta cũng thu được thép mềm.Ưu điểm của phương pháp này chính là rút ngắn thời gian luyện,khai thác triệt để tối đa công suất của lò.Áp dụng với thép công cụ,thép hợp kim và những loại hợp kim thép siêu cứng.
5.Ủ nước

Đây không phải là phương pháp ủ hoàn toàn,chỉ đơn giản là làm mền thép.Trong những trường hợp cần làm mền thép nhanh để gia công thì phương pháp ủ nược là một lựa chọn tối ưu.
Nung thép đến nhiệt độ biến đổi cấu trúc mạng tinh thể dưới khoảng 100℃ trong vòng khoảng dưới 10 phút sau đó làm lạnh nhanh bằng nước.Thực chất không phải do làm lạnh nhanh trong nước mà thép trở lên mềm mà do nung thép tới nhiệt độ dưới đường biến đổi cấu trúc mạng.Chính vì vậy không phải nhất thiết làm lạnh bằng nước mà có thể làm lạnh bằng không khí.Trong trường hợp đó ta gọi là ủ không khí.Với thép carbon ,thông thường nhiệt độ nung vào tầm 650℃.Với thép cao tốc là vào tầm 800℃.
Ngoài ra còn một số phương pháp ủ khác.
.............................................................................................................................................................................................................................
2012/11/23
2.3 Tôi thép<焼き入れ>
2.3.1 Khái niệm về tôi
Tôi là phương pháp xử lý nhằm tăng độ cứng và độ chịu lực của thép.Dựa vào việc làm lạnh nhanh thép trong nước,dầu,hoặc không khí... thép sẽ có độ cứng độ chịu lực tốt nhưng không phải tất cả đều như vậy.Chẳng hạn như loại thép 13%Mn và 1%C thì dù cho làm lạnh nhanh, thép cũng không trở lên cứng hơn.
(i)Mục đích: Tăng độ chịu lực cho thép
(ii)key point :Làm lạnh nhanh
(iii)Nhiệt độ nung:Giống như Ủ nhiệt độ nung vào tầm trên đường A3 vơi thép trước cùng tính(%C <0.77%)và trên đường A3-1 với loại thép quá cùng tích (%C >0.77%) khoảng 50℃.
(iV)Phương pháp làm lạnh :Nhúng rồi vớt với nước hoặc dầu,hoặc làm lạnh trong nhưng dung dịch nóng.
2.3.2 Các nguyên tắc trong xử lý tôi
Nguyên tắc 1
Đảm bảo nhiệt độ nung đúng quy định như đã nêu trên nhằm cho cấu trúc mạng tinh thể của thép biến đổi sang austenit<オーステナイト>(TA).Nhiệt độ của dung dịch tôi goi là nhiệt độ lạnh nhanh (TQ)
Nguyên tắc2
Thành phần Carbon càng cao thì TA càng thấp.
Nguyên tắc 3
Thành phần Carbon càng cao,nhiệt độ biến đổi sang mactenxit<マルテンサイト>sẽ càng thấp.
Nguyên tắc 4
Trong quá trình làm lạnh, trước điểm mũi cần làm lạnh nhanh >Khi đến vùng biến đổi thành mactenxit(đường MS) cần làm lạnh chậm(Đây được coi là vùng nguy hiểm),do trong quá trình này thể tích của thép sẽ tăng nên,dễ gây rạn nứt,hoặc vỡ.Cần thiết phải chia làm 2 giai đoạn làm lạnh.
Hết kì 6 kỳ 7 nếu có sẽ về những phương pháp,thủ thuật làm lạnh trong tôi.
.................................................
2.3.3Những điểm lưu ý
Chúng ta cần phải chú ý đến phương pháp làm lạnh cũng như những nguyên tắc về nhiệt độ thời gian nung của thép(Nhiệt độ biến đổi cấu trúc mạng tinh thể + 50℃).Thời gian giữ thép ở nhiệt độ biến đổi sang austenit không được để lâu,đây là điều cấm kị trong nung,đặc biệt với thép làm khung,hay hợp kim của thép thì thời gian gần như bằng 0.Với thép làm công cụ thời gian khoảng trong vòng 10 phút là thích hợp.Trong quá trình làm lạnh,thời gian đầu khi nhiệt độ trong thép giảm tới điểm mất màu (điểm mũi trong giản đồ biến đổi đẳng nhiệt TTT) khoảng 550℃ cần thiết phải làm lạnh thật nhanh.Nếu trong giai đoạn này nếu làm lạnh chậm sẽ sở thành ủ,do đó không đạt được độ cứng mong muốn.Đây là giai đoạn vô cùng quan trọng trong xử lý tôi,quyết định xem tôi có thành công hay không.
Sau khi đã thép đã được làm lạnh nhanh ở giai đoạn đầu,coi như thành công bước 1 nhưng thực sự thép có trở lên cứng hay không lại là do biến đổi sau nhiệt độ Ms(Nhiệt độ bắt đầu austenit chuyển hòa thành mactenxit).Trong quá trình chuyển hóa này đồng thời diễn ra sự tăng về thể tích khiến thép dễ bị rạn nứt và vỡ.Đây được coi là giai đoạn nguy hiểm.Thực tế sự thép bị biến dạng,hay rạn vỡ không phải là trong quá trình làm lạnh nhanh ban đầu mà chính là trong gian đoạn dưới đường Ms,cấu trúc thép biến đổi sang mactenxit.Vì vậy để tránh hiện tượng này,trong giai đoạn biến đổi dưới đường Ms cần thiết phải làm lạnh từ từ.
Bí quyết "Cứng mà không vỡ" chính là làm lạnh" nhanh rồi chậm".Nhiệt độ biết đổi sang mactenxit phụ thuộc vào thành phần của thép có thể dựa vào công thức dưới(Điều kiện không áp dụng với thép công cụ)
Ms(℃)= 550-350%C-40%Mn-35%V-20%Cr-17%Ni-10%Cu-10%Mo-5%W+15%Co+30%Al+0%Si

......................
2012/11/25
kỳ 8
2.3.4 Các phương pháp tôi thép
1.Tôi vớt(time quenching-引上焼入れ)

Phương pháp này dựa trên nguyên lý làm lạnh"Nhanh rồi chậm" tức là từ nhiệt độ nung cần thiết làm lạnh nhanh trong dầu hoặc nước sau một thời gian sẽ vớt lên làm lạnh từ từ trong không khí.Dựa vào kích thước,độ dày của vật đem tôi mà thời gian nhúng trong nước khác nhau
,ví dụ đối với tôi trong nước :
trụ tròn :Với mỗi 3mm đường sẽ ứng với 1s nhúng trong nước
Tấm thép Với mỗi 2mm độ dày sẽ ứng với 1s nhúng trong nước
Trong dầu
Trụ tròn Với mỗi 3mm đường sẽ ứng với 3s nhúng trong dầu
Tấm thép:Với mỗi 2mm độ dày sẽ ứng với 3s nhúng trong dầu
Sau thời gian trên là có thể với lên rồi làm lạnh ngoài không khí.Đặc biệt trong làm lạnh bằng nước thì sau khi với lên có thể cho vào nước nóng hoặc dầu vì 2 dung dịch trên thì tốc độ làm lạnh đều là chậm.
2.Phun tôi (jet quenching)
Trong nhiều trường hợp không nhất thiết phải tăng độ cứng của tất cả các bộ phận của vật,mà chỉ cần một bộ phận nào đó ,ví dụ như trong bánh răng thì chỉ cần phần răng có độ cứng cao,hoặc trong đường ray của máy tiện ,máy mài ...chỉ cần phần tiếp xúc phía trên chịu lực,mài mòn tốt là đạt yêu cầu.Điển hình như phương pháp nung bằn sóng cao tần hoặc bằng khí ga,dựa phương pháp này ta có thể nung cục các chi tiết trong vật giúp tiết kiệm chi phí.Sau khi nung và tiến hành phun dung dịch làm lạnh sẽ khiến cho phần được nung được tôi,trở lên cứng hơn,mặt khác các phần khác do làm lạnh từ từ ngoài không khí mà áp lực được giải tỏa,không gây ra rạn nứt hoặc vỡ.Ưu điểm của phương pháp này là trong phần được tôi sẽ tồn lại áp lực nén dư ngoài bề mặt giúp cho độ cứng cũng tăng nên một phần.
Nếu viết tiếp kỳ sau sẽ về các phương pháp tôi đẳng nhiệt.
2012/11/26
3.Tôi đẳng nhiệt
Để thực hiện phương pháp này chúng ta cần đến dung dịch nóng để làm môi trường làm lạnh,có 2 phương pháp hay được sử dụng chính là austempering(HTA) và marquenching(HQM).
A Phương pháp austempering(HTA)

Làm lạnh thép đã nung bằng dung dịch nóng khoảng 300~500℃,sau đó giữ ở nhiệt độ không đổi cho đến thi cấu trúc mạng tinh thể thép biết đổi xong, vớt lên để ngoài không khí .Cấu trúc mạng tinh thể thép thu được là bainite ,bainite khá cứng,có độ dẻo cao nên trong trường hợp này không cần phải ram lại mà trực tiếp sử dụng được .Dung dịch nóng có nhiệt độ tầm trên 500℃ thì cấu trúc mạng tinh thể thép thu được là "Thượng bainite"còn nếu dung dịch nóng có nhiệt độ thấp hơn tầm 300℃,cấu trúc mạng tinh thể của thép là "Hạ bainite".
chán mệt chẳng muốn viết nữa
:lamsaoday
Trong sản xuất gia công các thiết bị máy móc phần lớn nguyên vật liệu được sử dụng là thép và các hợp kim của thép.Ưu điểm của thép chính là sự đa dạng và phong phú về các tính chất cơ học tùy theo thành phần,và phuơng pháp xử lý nhiệt.
Thép thành phần chính bao gồm Sắt và Carbon với tỉ lệ từ 0.2-2%.
Giản đồ biến đổi cấu trúc mạng tinh thể của thép trong quá trình nung.<重要(quan trọng,cần học thuộc lòng)>
Bài viết này mong muốn giới thiệu sơ qua về cách thức xử lý nhiệt theo chuẩn JIS.(Japanese Industrial Standards).
2.Các phương pháp xử lý nhiệt.
*焼きならし<Thường hóa>
*焼きなまし<Ủ>
*焼入れ
*焼き戻し
2.1.1 Khái niệm 焼きならしし<Thường hóa>
Thường hóa là phương pháp xử lý nhiệt nhằm đưa cấu trúc tinh thể thép về trạng thái tiêu chuẩn.Tóm lại với mục đích làm giảm ảnh hưởng sau khi thép đã bị gia công, làm nhỏ hạt tinh thể và tănng tính chất cơ học của thép.
(i) Mục đính :Cải thiện tính chất của thép
(ii)Phương pháp: Làm lạnh bằng để nguội ngoài không khí.
(iii)Nhiệt độ nung :Trên đường A3-Acm khoảng 50độ C< Đưa mạng cấu trúc tinh thể thép về austenit<オーステナイト>
2.1.2 Các nguyên tắc của thường hóa
Nguyên tắc 1: Về cái thiện tính chất của thép.
Nung
: *làm mất trạng thái sợi trong tổ chức thép
*cải thiện tổ chức thép sau đúc,gia công
Làm nguội:
* làm nhỏ hạt tinh thể
* làm cứng thép nhưng không làm giảm về độ dẻo của thép.
Nguyên tắc 2:Tuy là làm nguội trong không khí nhưng hoàn toàn khác với tôi thép trong không khí.Vì tổ chức mạng tinh thể thép sau khi thu được là peclit <パーライト>nhỏ ,còn tôi trong không khí thì tổ chức thép biến đổi thành mactenxit<マルテンサイト>.
Nguyên tắc 3:Thường hóa là làm lạnh trong không khí nhưng tùy vào thành kích thước , vật liệu của vật được nung mà cùng là làm lạnh trong không khí nhưng thu được thép với các cấu trúc tinh thể khác nhau,tính chất cũng hoàn toàn khác nhau.Nguyên nhân là do tốc độ làm lạnh khác nhau.Từ đó "Thường hóa " không phải đồng nghĩa với làm lạnh trong không khí mà nói chính xác là xử lý về tốc độ làm nguội [°c/h]hoặc về tổ chức mạng tinh thể cuối cùng sau khi nung là gì?[peclit nhỏ hay dạng phân tầng]
Nguyên tắc 4 :Nếu là những vật có kích thước lớn có thể làm lạnh bằng quạt gió ngay trong không khí,còn vật nhỏ thì làm lạnh từ từ trong lò sẽ thu được tổ chức mạng tinh thể của thường hóa.Tuy nhiên cũng cần phải chú ý đế để nhiệt độ bên ngoài,vì cùng làm lạnh trong không khí nhưng khi trời nắng và trời râm , tổ chức thu được là khác nhau.
Nguyên tắc 5:Thường hóa những vật đã qua xử lý thường hóa sẽ có độ cứng tốt hơn, nhưng với những vật đã qua tôi và ram thì lại trở lên mềm hơn.
Nguyên tắc 6:Thường hóa sẽ giúp thép loại bỏ ảnh hưởng sau khi gia công,làm nhỏ cấu trúc tinh thể,tăng tính chất cơ học như độ cứng,độ bền độ giãn.Vì vậy trong nhiều trường hợp có thể thay thể cho tôi và ram.Với những vật lớn có cấu trúc phức tạp thì thường hóa là phương pháp xử lý thích hợp,vì tôi sẽ dễ gây biến dạng,có khi làm vỡ vật được xử ý.
Nguyên tắc 7:Sau khi thường hóa hoằn toàn có thể dùng được song một số trường hợp cần phải ram lại(nhiệt độ nung từ 540-700℃)để đảm bảo về quan hệ giữa độ cứng và độ bền,độ dẻo.
...................................................
Kỳ 2.
2.1.3 Các phương pháp xử lý thường hóa.
1.Phương pháp thông thường (HNR)
[URL=http://picturepush.com/public/11443088]
Nung thép đến nhiệt độ quy định (trên đường A3 hoặc Acm khoảng 50℃)sau đó làm nguội đến nhiệt độ thông thường bằng việc để ngoài không khí.Chú ý đến điều kiện thời tiết,nhiệt độ bên ngoài như gió ,nắng...Nếu có gió tốc độ làm nguội sẽ nhanh và trở thành tôi,còn nắng thì tốc độ lại chậm hơn có khi thành ủ...
2.Thường hóa 2 giai đoạn
[URL=http://picturepush.com/public/11443130]
Nung thép đến nhiệt độ đã định,làm nguội ngoài không khí đến nhiệt độ thép mất màu (khoảng 550℃)、sau đó làm lạnh từ từ trong lò hoặc hộp kín đến nhiệt độ thường.Tác dụng của thường hóa 2 giai đoạn giống như thường hóa thông thường nhưng đối với những vật có kích thước lớn hoặc tỉ lệ Carbon cao(từ 0.6 % -0.9%) có thể tránh được được rạn nứt trong quá trình làm nguội.Trong công nghiệp rất phổ biến được áp dụng.Mặt khác đối với những loại thép có tỉ lệ Carbon thấp từ (0.3-0.5%) tránh hiện tượng chiết đầu của ferit(フェライト) sẽ làm lạnh ngoài không khí,còn với giai đoạn hình thành peclit(パーライト) tiến hành làm lạnh từ từ trong lò.Với việc thường hóa 2 giai đoạn sẽ giúp tăng độ dãn,độ co,và độ dẻo của thép.
3Thường hóa đẳng nhiệt
[URL=http://picturepush.com/public/11443110]
Dựa vào giản đồ biến đổi đẳng nhiệt của thép T.T.T ,làm lạnh nhanh thép đến điểm uốn hình chiếc mũi khoảng từ 550-600℃ sau đó giữ nguyên nhiệt độ đến khi cấu trúc của thép biến đổi xong ,tiếp đến tiến hành làm nguội ngoài không khí cho đến nhiệt độ thường .Từ nhiệt độ nung đến nhiệt độ tại điểm mũi thời gian làm lạnh khoảng từ 5-7 phút, dùng quạt gió để làm nguội trong giai đoạn này.Phương pháp thường hóa đẳng nhiệt áp dụng cho thép có tỉ lệ carbon thấp nhằm tăng khả năng gia công.(dễ tiện hơn)
4Thường hóa 2 lần
[URL=http://picturepush.com/public/11443144]
Lần1 thường hóa ở nhiệt độ cao(930℃)
Lần 2 ở nhiệt độ thấp (820℃) có tác dụng làm nhỏ các hạt peclit
Phương pháp này áp dụng cho 車軸(trục xe) có tỉ lệ các bon thấp khoảng 0.18%.Sau đó có thể xử lý ram thêm một lần nữa.
2.1.4 Ứng dụng của thường hóa.
Với thép đúc ....nhằm ổn định quân nhất tổ chức mạng tinh thể.
Với thép rèn. ...cũng nhằm ổn định tổ chức,nến cần có thể tiến hành ram
Với hợp kim của thép .... Thường hóa để xử lý thép trước khi tôi.
....
Hết kì 2 nếu có kì 3 sẽ là về xử lý ủ thép...
..................................................................................................................................................................................
2.2. Xử lý "Ủ" 焼きなまし
2.2.1 Khái niệm về ủ
Ủ là phương pháp gia công nhằm điều chỉnh cấu trúc kết tinh ,tăng độ mền của thép.Sự khác nhau giữa Ủ và thường hóa là về nhiệt độ nung và phương pháp làm lạnh.Với thép quá cùng tích(thành phần carbon trên 0.77%) thì trong quá trình ủ ,nhiệt độ nung trên đường A3-1.(thường hóa là trên đường Acm cao hơn đường A3-1) .Về phương pháp làm lạnh ở xử lý Ủ tốc độ làm lạnh chậm hơn,làm lạnh trong lò ,so với làm lạnh ngoài không khí ở thường hóa.
(i)Mục đích là tăng độ mền của thép
(ii)key point :Làm lạnh chậm trong lò
(ii)Nhiệt độ nung: với thép có tỉ lệ Carbon nhỏ hơn 0.77% nhiệt độ nung trên đường A3 khoảng 50℃ ,với thép có tỉ lệ carbon trên 0.77% là trên đường A3-1 khoảng 50℃
(iv)Phương pháp làm lanh: Làm lạnh thông thường và làm lạnh 2 giai đoạn
2.2.2 Các nguyên tắc cơ bản của ủ
Nguyên tắc 1
Nếu nung ,biến đổi đồng nhất cấu trúc mạng tinh thể của thép về dạng austenit thì sau khi xử lý ủ, cấu trúc mạng thu được sẽ là Peclit phân tầng.(層状パーライト).Còn nếu biến đổi không đồng nhất về dạng austenit thì sau khi xử lý ủ,cấu trúc mạng tinh thể thu được là Peclit phân hạt.(粒状パーライト).Tóm lại nếu nung ở nhiệt độ cao xu hướng mạng tinh thể thu được sẽ là dạng phân tầng,còn nhiệt độ thấp thì xu hướng sẽ hình thành dạng phân hạt.
Nguyên tắc 2
Để làm mền hơn nữa ta có thể nung thép đến nhiệt độ quy định(TRên đường A3 hoặc A3-1 50℃) sau đó làm lạnh và cho biến đổi mạng cấu trúc của thép dưới đường A1 khoảng 50℃.
Nguyên tắc 3
Dưới đường A1 khoảng 50℃ thời gian biến đổi của thép là khá dài nên phần lớn điều chỉnh biến đổi diễn ra ở nhiệt độ cao,khi đến nhiệt độ thấp sẽ hoàn thành xong quá trình biến đổi.(Nhằm rút ngắn thời gian luyện thép)
Nguyên tắc 4
Trong quá trình làm lạnh,sau nhiệt độ biến đổi về peclit có thể tăng tốc độ làm lạnh để giảm thời gian luyện thép.
Nguyên tắc 5
Sau khi biến đổi xong hoàn toàn peclit cũng có thể thăng tốc độ làm lạnh cùng nhằm mục đích giảm thời gian luyện.
Nguyên tắc 6
Với thép có tỉ lệ Carbon từ (0.7-0.9%) và hợp kim thép có tỉ lệ Carbon thấp,để giảm lượng peclit phân tầng, trước khi nung đến nhiệt độ austenit hóa có thể nung dự bị khoảng vài giờ ở nhiệt độ dưới đường A1 khoảng 25℃.
Nguyên tắc 7
Với thép có tỉ lệ carbon trên 0.77% hoặc hợp kim công cụ thép, để tăng hiệu quả làm mền thép hơn nữa thì tại nhiệt độ biến đổi austenit giữ khoảng 10-15 tiếng,sau đó làm nguội từ từ.
Hết kì 3 nếu có kì 4 sẽ là về các phương pháp ủ.
..................................................................................................................
2012/11/21
2.2.3 Các phương pháp Ủ
1.Phương pháp Ủ hoàn toàn (HAF)
Ủ hoàn toàn là phương pháp nung thép đến nhiệt độ quy định sau đó làm lạnh từ từ trong lò.Nhưng không nhất thiết phải làm lạnh hoàn toàn trong lò đến nhiệt độ thường vì sẽ tốn thời gian.Ta có thể làm lạnh trong lò từ từ đến 550℃(Nhiệt độ mà thép mất màu ) sau đó làm lạnh nhanh ngoài không khí hoặc bằng nước.Làm lạnh chậm rồi nhanh,phương pháp này còn gọi là Ủ 2 giai đoạn.(Hơi ngược với thường hóa 2 giai đoạn"nhanh rồi chậm").Lợi điểm của phương pháp này không nhưng là thu được cấu trúc tinh thể thép như cách thông thường,mà còn rút gọn thời gian,khai thác xử dụng lò một cách triệt để.
2. Ủ cầu hóa thép(HAS)
Trong tổ chức peclit (パーライト)nếu tồn tại cementite(セメンタイト) phân tầng hoặc chiết đầu cementite dạng sợi thì khả năng cắt gọt sẽ kém,sau khi tôi dễ bị biến dạng và vỡ,trở nên dòn.Nhưng nếu qua xử lý cầu hóa cementite, thép sẽ tăng độ dẻo,dễ dàng gia công.Hơn nữa sau khi tôi, tổ chức thu được là đồng đều hơn,tăng tuổi thọ của thép .Do đó đối với công cụ làm bằng thép hầu hết trước khi tôi phải đem ủ cầu hóa.
Cách ủ cầu hóa:
(i)Trên đường Ae1 nung một thời gian dài sau đó làm lạnh từ từ trong lò.
(ii)Trên dưới đường Ae1 nung rồi làm lạnh lặp đi lặp lại nhiều lần.
(iii)Nung thép tới nhiệt độ trên đường Ae1 hoặc Ae3 sau đó làm lạnh từ từ đến nhiệt độ thường.Hoặc giữ đẳng nhiệt dưới đường Ae1.
3.Ủ làm mất áp lực nội bộ trong thép(応力除去焼きなまし)
Khi gia công trong nhiệt độ thường thép sẽ bị biến dạng và sinh ra những áp lực trong nội bộ thép.Để làm mất những áp lực nội bộ nói trên,và để thép không bị biến dạng sau khi tôi người ta tiến hành phương pháp này.Nhiệt độ nung thường là từ khoảng 500-700 ℃、nhiệt độ càng cao khả năng làm mền thép cũng tăng.
Hết kì 4,nếu có kì 5 sẽ về 3 phương pháp ủ còn lại.
...........................................................................................
Kì 5 2012/11/22
4.Ủ đẳng nhiệt
TRong giản đồ biến đổi đẳng nhiệt của thép T.T.T ,nếu ủ thép ở nhiệt độ không đổi trên điểm mũi ,sau đó làm lạnh ngoài không khí đến nhiệt độ thường ta cũng thu được thép mềm.Ưu điểm của phương pháp này chính là rút ngắn thời gian luyện,khai thác triệt để tối đa công suất của lò.Áp dụng với thép công cụ,thép hợp kim và những loại hợp kim thép siêu cứng.
5.Ủ nước
Đây không phải là phương pháp ủ hoàn toàn,chỉ đơn giản là làm mền thép.Trong những trường hợp cần làm mền thép nhanh để gia công thì phương pháp ủ nược là một lựa chọn tối ưu.
Nung thép đến nhiệt độ biến đổi cấu trúc mạng tinh thể dưới khoảng 100℃ trong vòng khoảng dưới 10 phút sau đó làm lạnh nhanh bằng nước.Thực chất không phải do làm lạnh nhanh trong nước mà thép trở lên mềm mà do nung thép tới nhiệt độ dưới đường biến đổi cấu trúc mạng.Chính vì vậy không phải nhất thiết làm lạnh bằng nước mà có thể làm lạnh bằng không khí.Trong trường hợp đó ta gọi là ủ không khí.Với thép carbon ,thông thường nhiệt độ nung vào tầm 650℃.Với thép cao tốc là vào tầm 800℃.
Ngoài ra còn một số phương pháp ủ khác.
.............................................................................................................................................................................................................................
2012/11/23
2.3 Tôi thép<焼き入れ>
2.3.1 Khái niệm về tôi
Tôi là phương pháp xử lý nhằm tăng độ cứng và độ chịu lực của thép.Dựa vào việc làm lạnh nhanh thép trong nước,dầu,hoặc không khí... thép sẽ có độ cứng độ chịu lực tốt nhưng không phải tất cả đều như vậy.Chẳng hạn như loại thép 13%Mn và 1%C thì dù cho làm lạnh nhanh, thép cũng không trở lên cứng hơn.
(i)Mục đích: Tăng độ chịu lực cho thép
(ii)key point :Làm lạnh nhanh
(iii)Nhiệt độ nung:Giống như Ủ nhiệt độ nung vào tầm trên đường A3 vơi thép trước cùng tính(%C <0.77%)và trên đường A3-1 với loại thép quá cùng tích (%C >0.77%) khoảng 50℃.
(iV)Phương pháp làm lạnh :Nhúng rồi vớt với nước hoặc dầu,hoặc làm lạnh trong nhưng dung dịch nóng.
2.3.2 Các nguyên tắc trong xử lý tôi
Nguyên tắc 1
Đảm bảo nhiệt độ nung đúng quy định như đã nêu trên nhằm cho cấu trúc mạng tinh thể của thép biến đổi sang austenit<オーステナイト>(TA).Nhiệt độ của dung dịch tôi goi là nhiệt độ lạnh nhanh (TQ)
Nguyên tắc2
Thành phần Carbon càng cao thì TA càng thấp.
Nguyên tắc 3
Thành phần Carbon càng cao,nhiệt độ biến đổi sang mactenxit<マルテンサイト>sẽ càng thấp.
Nguyên tắc 4
Trong quá trình làm lạnh, trước điểm mũi cần làm lạnh nhanh
Hết kì 6 kỳ 7 nếu có sẽ về những phương pháp,thủ thuật làm lạnh trong tôi.
.................................................
2.3.3Những điểm lưu ý
Chúng ta cần phải chú ý đến phương pháp làm lạnh cũng như những nguyên tắc về nhiệt độ thời gian nung của thép(Nhiệt độ biến đổi cấu trúc mạng tinh thể + 50℃).Thời gian giữ thép ở nhiệt độ biến đổi sang austenit không được để lâu,đây là điều cấm kị trong nung,đặc biệt với thép làm khung,hay hợp kim của thép thì thời gian gần như bằng 0.Với thép làm công cụ thời gian khoảng trong vòng 10 phút là thích hợp.Trong quá trình làm lạnh,thời gian đầu khi nhiệt độ trong thép giảm tới điểm mất màu (điểm mũi trong giản đồ biến đổi đẳng nhiệt TTT) khoảng 550℃ cần thiết phải làm lạnh thật nhanh.Nếu trong giai đoạn này nếu làm lạnh chậm sẽ sở thành ủ,do đó không đạt được độ cứng mong muốn.Đây là giai đoạn vô cùng quan trọng trong xử lý tôi,quyết định xem tôi có thành công hay không.
Sau khi đã thép đã được làm lạnh nhanh ở giai đoạn đầu,coi như thành công bước 1 nhưng thực sự thép có trở lên cứng hay không lại là do biến đổi sau nhiệt độ Ms(Nhiệt độ bắt đầu austenit chuyển hòa thành mactenxit).Trong quá trình chuyển hóa này đồng thời diễn ra sự tăng về thể tích khiến thép dễ bị rạn nứt và vỡ.Đây được coi là giai đoạn nguy hiểm.Thực tế sự thép bị biến dạng,hay rạn vỡ không phải là trong quá trình làm lạnh nhanh ban đầu mà chính là trong gian đoạn dưới đường Ms,cấu trúc thép biến đổi sang mactenxit.Vì vậy để tránh hiện tượng này,trong giai đoạn biến đổi dưới đường Ms cần thiết phải làm lạnh từ từ.
Bí quyết "Cứng mà không vỡ" chính là làm lạnh" nhanh rồi chậm".Nhiệt độ biết đổi sang mactenxit phụ thuộc vào thành phần của thép có thể dựa vào công thức dưới(Điều kiện không áp dụng với thép công cụ)
Ms(℃)= 550-350%C-40%Mn-35%V-20%Cr-17%Ni-10%Cu-10%Mo-5%W+15%Co+30%Al+0%Si
......................
2012/11/25
kỳ 8
2.3.4 Các phương pháp tôi thép
1.Tôi vớt(time quenching-引上焼入れ)
Phương pháp này dựa trên nguyên lý làm lạnh"Nhanh rồi chậm" tức là từ nhiệt độ nung cần thiết làm lạnh nhanh trong dầu hoặc nước sau một thời gian sẽ vớt lên làm lạnh từ từ trong không khí.Dựa vào kích thước,độ dày của vật đem tôi mà thời gian nhúng trong nước khác nhau
,ví dụ đối với tôi trong nước :
trụ tròn :Với mỗi 3mm đường sẽ ứng với 1s nhúng trong nước
Tấm thép Với mỗi 2mm độ dày sẽ ứng với 1s nhúng trong nước
Trong dầu
Trụ tròn Với mỗi 3mm đường sẽ ứng với 3s nhúng trong dầu
Tấm thép:Với mỗi 2mm độ dày sẽ ứng với 3s nhúng trong dầu
Sau thời gian trên là có thể với lên rồi làm lạnh ngoài không khí.Đặc biệt trong làm lạnh bằng nước thì sau khi với lên có thể cho vào nước nóng hoặc dầu vì 2 dung dịch trên thì tốc độ làm lạnh đều là chậm.
2.Phun tôi (jet quenching)
Trong nhiều trường hợp không nhất thiết phải tăng độ cứng của tất cả các bộ phận của vật,mà chỉ cần một bộ phận nào đó ,ví dụ như trong bánh răng thì chỉ cần phần răng có độ cứng cao,hoặc trong đường ray của máy tiện ,máy mài ...chỉ cần phần tiếp xúc phía trên chịu lực,mài mòn tốt là đạt yêu cầu.Điển hình như phương pháp nung bằn sóng cao tần hoặc bằng khí ga,dựa phương pháp này ta có thể nung cục các chi tiết trong vật giúp tiết kiệm chi phí.Sau khi nung và tiến hành phun dung dịch làm lạnh sẽ khiến cho phần được nung được tôi,trở lên cứng hơn,mặt khác các phần khác do làm lạnh từ từ ngoài không khí mà áp lực được giải tỏa,không gây ra rạn nứt hoặc vỡ.Ưu điểm của phương pháp này là trong phần được tôi sẽ tồn lại áp lực nén dư ngoài bề mặt giúp cho độ cứng cũng tăng nên một phần.
Nếu viết tiếp kỳ sau sẽ về các phương pháp tôi đẳng nhiệt.
2012/11/26
3.Tôi đẳng nhiệt
Để thực hiện phương pháp này chúng ta cần đến dung dịch nóng để làm môi trường làm lạnh,có 2 phương pháp hay được sử dụng chính là austempering(HTA) và marquenching(HQM).
A Phương pháp austempering(HTA)
Làm lạnh thép đã nung bằng dung dịch nóng khoảng 300~500℃,sau đó giữ ở nhiệt độ không đổi cho đến thi cấu trúc mạng tinh thể thép biết đổi xong, vớt lên để ngoài không khí .Cấu trúc mạng tinh thể thép thu được là bainite ,bainite khá cứng,có độ dẻo cao nên trong trường hợp này không cần phải ram lại mà trực tiếp sử dụng được .Dung dịch nóng có nhiệt độ tầm trên 500℃ thì cấu trúc mạng tinh thể thép thu được là "Thượng bainite"còn nếu dung dịch nóng có nhiệt độ thấp hơn tầm 300℃,cấu trúc mạng tinh thể của thép là "Hạ bainite".
chán mệt chẳng muốn viết nữa
:lamsaoday